

Climate issues and recent energy costs have made sustainability an extremely important – if not the most important – topic in discussions for a new paint plant. This is not surprising: a painting plant has a typical lifespan of 15 to 20 years. So a choice today can have a far-reaching impact on the lifetime cost of the installation.
Every business owner wants to make this choice substantiated, based on data. Therefore, in recent years ESTEE Coating Solutions has invested heavily in the development of a new automation platform called UNI-Coater.
The UNI-Coater platform unifies (Eng:UNItes) all line data so that the productivity, quality and cost of the coating line can be closely monitored. Besides the costs of water, chemical and powder consumption, the energy cost is obviously a crucial parameter.
Through 3 concrete examples we wish to demonstrate in this article importance of energy measurements. In each of these cases, our UNI-Coaterdata has saved the above mentioned entrepreneur quite a bit of money.

CASE 1: 81.1% HIGHER GAS CONSUMPTION DUE TO AN OVERSIGHT.
The graph above shows the temperature profile of a chamber furnace with doors.
- Between 4pm and 4:30pm, the muffle furnace doors remained closed (green).
- Between 4 p.m. and 4:30 p.m., the doors of the muffle furnace were opened to empty and reload the furnace (orange). Here, 18.2% more energy was consumed.
- Between 5:30 and 6 p.m., however, the doors of the muffle furnace were opened unnecessarily long (red). As a result, the temperature dropped from 180°C to below 120°C, resulting in an increase in energy consumption of no less than 81.8%!
Not only was the operator here addressed about this unnecessary energy loss, preventive measures were taken to further reduce door losses.
These included a modification to the rail system to allow accelerated entry and exit of pieces, an investment in segmented sliding doors, and additional shielding of unnecessary convection currents to the outside.
CASE 2: ENERGY RECOVERY BETWEEN MUFFLE FURNACE AND DRYING KILN RESULTS IN 26% GAS SAVINGS
The waste heat in combustion gases from the muffle furnace is reused in the drying furnace in this example.

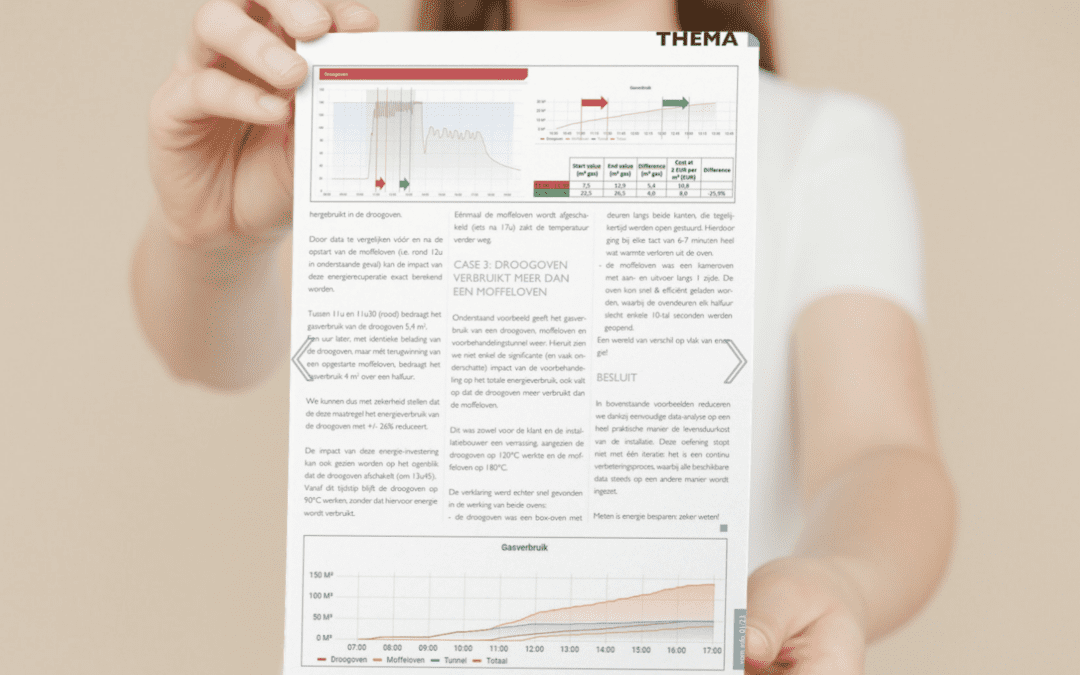
By comparing data before and after the muffle kiln starts up (i.e. around 12h in the case below), the impact of this energy recovery can be calculated exactly.
Between 11h and 11h30 (red), the gas consumption of the drying kiln is 5.4m2. One hour later, with identical loading of the drying kiln, but with recovery of a started muffle kiln, the gas consumption is 4m2 over half an hour.
We can therefore say with certainty that this measure reduces the energy consumption of the drying kiln by +/- 26%.
The impact of this energy investment can also be seen at the time the drying kiln shuts down (at 13h45). From this time, the drying kiln continues to operate at 90°C without consuming energy.
Once the muffle furnace is switched off (a little after 5 p.m.) the temperature drops further.
CASE 3: DRYING OVEN CONSUMES MORE THAN A MUFFLE FURNACE
The example below shows the gas consumption of a drying oven, muffle furnace and pretreatment tunnel. From this we can see not only the significant (and often underestimated) impact of the pretreatment tunnel on the total energy consumption, but also notice that the drying oven consumes more than the muffle furnace.
This was a surprise to both the customer and the plant builder, since the drying oven operated at 120° and the muffle furnace at 180°C.
However, the explanation was quickly found in the operation of both ovens:
- The drying oven was a box oven with doors along both sides, which were controlled to open simultaneously. As a result, a lot of heat was lost from the oven at each 6-7 minute tact.
- The muffle furnace was a chamber furnace with inputs and outputs along 1 side. The oven could be loaded quickly & efficiently, with the oven doors being opened for only a few 10 seconds every half hour.
A world of difference in terms of energy!

CONCLUSION
In the above examples, thanks to simple data analysis, we reduce the lifetime cost of the installation in a very practical way. This exercise does not stop with one iteration: it is a continuous improvement process, always using all available data in a way.
Measuring is saving energy: for sure!